專注高精密零件CNC零件加工
從設(shè)計到機(jī)加工,讓高品質(zhì)零件制造更簡單
13751188387

13751188387
")
熱搜關(guān)鍵詞:
本文目錄
軸類零件的特點是什么加工需要注意什么? 加工軸的工藝流程? 20鋼做軸類零件的工藝流程? 軸類零件,盤類零件,套筒零件的車削步驟,并分步說明每步驟使用的,裝夾位置,量具等? 軸的用途應(yīng)用? 為什么選擇軸類零件加工? 為什么軸桿類零件一般采用鍛造成形,而機(jī)架類零件多采用鑄造成形? 為什么軸桿類零件一般采用鍛造成型?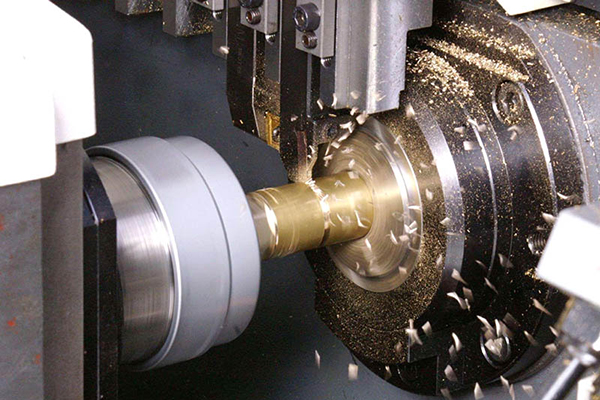
軸類零件是旋轉(zhuǎn)體零件,其長度大于直徑,一般由同心軸的外圓柱面、圓錐面、內(nèi)孔和螺紋及相應(yīng)的端面所組成。根據(jù)結(jié)構(gòu)形狀的不同,軸類零件可分為光軸、階梯軸、空心軸和曲軸等。 加工時須注意: 1, 表面粗糙度,2,位置精度;3, 幾何形狀精度,4, 尺寸精度
車床:(1)夾棒料左端,平右端面,鉆中心孔。
車φ41.5、φ28、φ25js6、φ25f7、φ20f7外圓。
φ41.5外圓到位并倒右端30°角、φ28外圓到位、φ25js6、φ25f7、φ20f7外圓分別留磨
量(或精車余量)單邊0.2mm、長度24、36、35到位。
(2)工件掉頭,夾φ41.5外圓,車左端面,長度197到位,鉆中心孔。
(3)松開工件,兩端頂尖上雞心夾
車φ41.5、φ28、φ25js6外圓,倒φ41.5左端30°角、φ28外圓尺寸到位、φ25js6單
邊留磨量0.2mm,各長度尺寸到位。
(4)車蝸桿,尺寸到位
銑床:夾左端φ28外圓、頂右端,銑鍵槽。
外圓磨床:上雞心夾兩端頂磨右端Ra1.6、Ra0.8外圓面至尺寸要求。
工件掉頭磨左端Ra0.8外圓面至尺寸要求。
恐有疏漏,僅供參考!
20鋼一般不適合做軸類零件,因為20鋼屬于低碳鋼,含碳量太低,強(qiáng)度和表面硬度偏低。易變形,不耐磨。所以一般軸類零件多為45鋼和40Cr類。如果用20鋼,應(yīng)釆用熱處理滲碳和毛坯鍛造的工藝。滲碳增加硬度,鍛造毛坯提高強(qiáng)度。其工藝流程一般為;毛坯鍛造,機(jī)械切削粗加工,滲碳,淬火,磨削。
軸類零件它主要用來支承傳動零部件,傳遞扭矩和承受載荷,按軸類零件結(jié)構(gòu)形式不同,一般可分為光軸、階梯軸和異形軸三類;或分為實心軸、空心軸等。
它們在機(jī)器中用來支承齒輪、帶輪等傳動零件,以傳遞轉(zhuǎn)矩或運動。
盤類零件加工時通常以內(nèi)孔、端面定位或外圓、端面定位、使用專用心軸(一種帶孔工件的夾具)或卡盤裝夾工件。
套筒零件是空心薄壁件,是機(jī)械加工中常見的一種零件,在各類機(jī)器中應(yīng)用很廣,主要起支承或?qū)蜃饔谩R陨纤兴酶鶕?jù)材料和材料硬度決定,型號多種多樣,選擇性使用。
所用量具有游標(biāo)卡尺,千分尺,內(nèi)經(jīng)百分表,內(nèi)經(jīng)千分尺,深度尺,等等量具。
軸(shaft)是穿在軸承中間或車輪中間或齒輪中間的圓柱形物件,但也有少部分是方型的。軸是支承轉(zhuǎn)動零件并與之一起回轉(zhuǎn)以傳遞運動、扭矩或彎矩的機(jī)械零件。一般為金屬圓桿狀,各段可以有不同的直徑。機(jī)器中作回轉(zhuǎn)運動的零件就裝在軸上。
扭轉(zhuǎn)剛度
軸的扭轉(zhuǎn)剛度校核是計算的軸的工作時扭轉(zhuǎn)變形量,是用每米軸長的扭角 度量的。軸的扭轉(zhuǎn)變形要影響機(jī)器的性能和工作精度,如內(nèi)燃機(jī)凸輪軸的扭轉(zhuǎn)角過大,會影響氣門的正確啟閉時間;龍門式起重機(jī)運動機(jī)構(gòu)傳動軸的扭轉(zhuǎn)角會影響驅(qū)動輪的同步性;對有發(fā)生扭轉(zhuǎn)振動危險的軸以及操縱系統(tǒng)中的軸,都需要有較大的扭轉(zhuǎn)剛度。
技術(shù)要求
1、加工精度
1)尺寸精度 軸類零件的尺寸精度主要指軸的直徑尺寸精度和軸長尺寸精度。按使用要求,主要軸頸直徑尺寸精度通常為IT6-IT9級,精密的軸頸也可達(dá)IT5級。軸長尺寸通常規(guī)定為公稱尺寸,對于階梯軸的各臺階長度按使用要求可相應(yīng)給定公差。
2)幾何精度 軸類零件一般是用兩個軸頸支撐在軸承上,這兩個軸頸稱為支撐軸頸,也是軸的裝配基準(zhǔn)。除了尺寸精度外,一般還對支撐軸頸的幾何精度(圓度、圓柱度)提出要求。對于一般精度的軸頸,幾何形狀誤差應(yīng)限制在直徑公差范圍內(nèi),要求高時,應(yīng)在零件圖樣上另行規(guī)定其 允許的公差值。
3)相互位置精度 軸類零件中的配合軸頸(裝配傳動件的軸頸)相對于支撐軸頸間的同軸度是其相互位置精度的普遍要求。通常普通精度的軸,配合精度對支撐軸頸的徑向圓跳動一般為0.01-0.03mm,高精度軸為0.001-0.005mm。
此外,相互位置精度還有內(nèi)外圓柱面的同軸度,軸向定位端面與軸心線的垂直度要求等。
2、表面粗糙度
根據(jù)機(jī)械的精密程度,運轉(zhuǎn)速度的高低,軸類零件表面粗糙度要求也不相同。一般情況下,支撐軸頸的表面粗糙度 Ra值為0.63-0.16 μm ;配合軸頸的表面粗糙度Ra值為2.5-0.63 μ m
軸類零件是旋轉(zhuǎn)體零件,其長度大于直徑,一般由同心軸的外圓柱面、圓錐面、內(nèi)孔和螺紋及相應(yīng)的端面所組成。根據(jù)結(jié)構(gòu)形狀的不同,軸類零件可分為光軸、階梯軸、空心軸和曲軸等。 加工時須注意:
1, 表面粗糙度,2,位置精度;
3, 幾何形狀精度,4, 尺寸精度
軸類、齒輪對強(qiáng)度韌性剛性加工粗糙度都有要求,鍛件毛坯能滿足這些要求。通過鍛造可消除金屬的疏松。孔洞,使鍛件的機(jī)械性能得以提高。
箱體,因為形狀不規(guī)則,對材料性能要求不很嚴(yán),一般鑄件就能滿足要求,用鑄件,大批量生產(chǎn)能節(jié)約材料和加工成本。
的確,軸桿類零件一般都是采用鍛造成型的毛坯件來加工的。其原因主要有以下幾點。
一是鍛造的毛坯件,質(zhì)地緊密,力學(xué)性能好,金加工余量小,且金加工時廢品少。
二是軸桿類零件形狀簡單,用鍛造的方法加工效率高。
三是用鍛造的方法加工軸桿類零件廢品率低。
系")
【本文標(biāo)簽】
【精密金屬零件加工】版權(quán)所有
咨詢熱線
13751188387Copyright ? 2016-2025 深圳捷百瑞科技有限公司 版權(quán)所有備案號:粵ICP備09064282號
 捷百瑞
捷百瑞
療設(shè)備配件鋁合金cnc加工")
筆記本鋁合金中框cnc加工廠家")
筆記本鋁合金面板CNC加工")
品外殼CNC加工廠家")
