專注高精密零件CNC零件加工
從設(shè)計(jì)到機(jī)加工,讓高品質(zhì)零件制造更簡(jiǎn)單
13751188387

13751188387
")
熱搜關(guān)鍵詞:
本文目錄
ug薄壁腔體零件的加工方法? 斷橋鋁腔體結(jié)構(gòu)分析? 加工中心可以加工什么樣的工件? 平開窗彎弧怎么做? 塑料模具牙模怎么排氣? 深型腔加工震刀如何解決?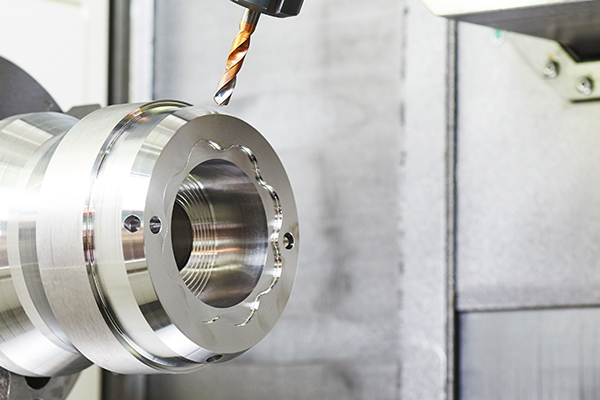
目前主要有以下幾種:\\1.數(shù)控加工:利用數(shù)控機(jī)床進(jìn)行加工,可以實(shí)現(xiàn)高精度和高效率的加工。
\\2.激光切割:利用激光進(jìn)行切割,可以實(shí)現(xiàn)非常精細(xì)的加工,但是成本較高。
\\3.電火花加工:利用電火花進(jìn)行加工,可以實(shí)現(xiàn)非常精細(xì)的加工,但是速度較慢。
\\總的來(lái)說(shuō),選擇加工方法需要根據(jù)具體情況進(jìn)行綜合考慮,包括加工精度、加工速度、成本等因素。斷橋鋁腔體結(jié)構(gòu)是指采用斷橋鋁型材作為窗框和窗扇的材料,其斷橋結(jié)構(gòu)的特點(diǎn)是窗框和窗扇之間采用隔熱材料分隔,形成一個(gè)暫停熱的“橋梁”,從而實(shí)現(xiàn)了優(yōu)異的隔音隔熱效果。其結(jié)構(gòu)主要包括以下幾個(gè)要素:
1. 框體:斷橋鋁窗的窗框和窗扇使用的是斷橋鋁型材,這樣可以避免因?yàn)榻饘俚膫鲗?dǎo)而導(dǎo)致的冷熱橋效應(yīng)。
2. 隔熱材料:框體和扇體之間使用聚酰胺級(jí)材料脫膠隔斷,這樣就形成了一層隔熱材料,達(dá)到了良好的隔熱效果。
3. 接頭:利用角鋁和特時(shí)連接器將窗框和窗扇連接在一起,使其結(jié)構(gòu)更加堅(jiān)固,避免變形。
4. 玻璃:窗框和扇體之間的玻璃使用低放射系數(shù)的中空玻璃,增加斷橋鋁窗的綜合隔熱性能和安全性。
整個(gè)斷橋鋁腔體的結(jié)構(gòu)已經(jīng)經(jīng)過(guò)科學(xué)的設(shè)計(jì)和嚴(yán)格的制造標(biāo)準(zhǔn),既滿足了窗戶的實(shí)用性和良好的采光性,也大大提高了窗戶的隔音和隔熱效果。它被廣泛應(yīng)用在各類建筑設(shè)計(jì)中,在改善住宅內(nèi)部環(huán)境舒適度、降低能源消耗方面發(fā)揮著重要的作用。
臥式加工中心最適合加工大型的箱體類工件了,主要對(duì)箱體類工件進(jìn)行孔系加工和平面加工。對(duì)工件一次夾裝除了安裝面和頂面以外的其它面都可完成加工,其回轉(zhuǎn)軸安裝在工作臺(tái)上旋轉(zhuǎn)工件可以進(jìn)行工件的各個(gè)側(cè)面的加工。也可以安裝多個(gè)旋轉(zhuǎn)軸做聯(lián)合運(yùn)動(dòng),以便對(duì)復(fù)雜曲面類型的箱體零件進(jìn)行加工。
臥式加工中心的特點(diǎn)
與立式加工中心相比,臥式加工中心具有排屑容易、其夾裝對(duì)加工工件有利。有些臥式加工中心帶有兩個(gè)工作臺(tái),一個(gè)工作臺(tái)在加工,另一個(gè)工作臺(tái)在裝卸,這樣的設(shè)計(jì)可以讓臥式加工中心無(wú)間斷不停的加工,這樣的設(shè)計(jì)大大提高了加工效率。但結(jié)構(gòu)復(fù)雜、價(jià)格昂貴。
連接方法:
1、先把中間段的彎道加工好,在端口處焊接一條直線面管,弧形部位與連接部位采用平板可調(diào)節(jié)角度配件連接固定,這樣制作方式屬于技術(shù)活,成本比較高。
2、門窗采用45度拼裝,一般都是平開窗帶腔體的框扇料,采用45度切角,角碼撞角連接,此種方式連接比較緊固.斷橋推拉窗橫扇豎扇通用時(shí)(扇肯定帶腔體),也可以用45度角碼拼裝連接.90度拼接普遍用于推拉窗及普鋁平開窗(框不帶腔體的),常用螺絲連接,其連接強(qiáng)度較45度角碼拼角差。
模腔排氣的方法很多,但每一種方法均須保證:排氣槽在排氣的同時(shí),其尺寸設(shè)計(jì)應(yīng)能防止物料溢進(jìn)槽內(nèi);其次還要防止堵塞。因此從模腔內(nèi)表面向模腔體外緣方向測(cè)量,長(zhǎng)6~12mm以上的排氣槽部分,槽高度要放大約0.25—0.4mm。另外,排氣槽數(shù)量太多是有害的。
這里應(yīng)特別注意的是:齒輪這樣的制件在排氣時(shí),可能連最微小的飛邊也是不希望有的。
這一類制件最好采用以下方式排氣:①?gòu)氐浊宄鞯纼?nèi)氣體;
②用粒度為200#的碳化硅磨料對(duì)分型面配合表面進(jìn)行噴丸處理。另外,在澆注系統(tǒng)料流末端開設(shè)排氣槽主要是指分流道末端位置的排氣槽,其寬度應(yīng)等于分流道的寬度,高度視材料而異。
深型腔加工震刀是加工中常見的問(wèn)題之一,主要表現(xiàn)為加工過(guò)程中發(fā)生振動(dòng),導(dǎo)致加工質(zhì)量下降、加工效率低下、壽命縮短等問(wèn)題。解決深型腔加工震刀問(wèn)題需要從以下幾個(gè)方面入手:
1. 選擇合適的:深型腔加工需要使用較長(zhǎng)的,因此需要選擇剛性好、切削穩(wěn)定的。同時(shí),的刃部要求光滑、無(wú)毛刺,以避免切削過(guò)程中產(chǎn)生振動(dòng)。
2. 調(diào)整切削參數(shù):切削參數(shù)的設(shè)置對(duì)的振動(dòng)影響較大,需要根據(jù)加工材料和加工條件進(jìn)行合理的調(diào)整。通常情況下,可以適當(dāng)降低切削速度、提高進(jìn)給量和切削深度,以降低振動(dòng)。
3. 加強(qiáng)夾緊力:夾緊力不足也是引起振動(dòng)的原因之一,因此需要加強(qiáng)夾緊力,確保與刀柄之間的連接牢固。
4. 優(yōu)化路徑:路徑的優(yōu)化可以減少切削過(guò)程中的振動(dòng),提高加工質(zhì)量和效率。可以通過(guò)合理的路徑規(guī)劃、減少在工件內(nèi)部的停留時(shí)間等方式來(lái)優(yōu)化路徑。
5. 加強(qiáng)保養(yǎng):的磨損和損壞也會(huì)引起振動(dòng)問(wèn)題,因此需要加強(qiáng)的保養(yǎng)和維護(hù),及時(shí)更換磨損嚴(yán)重的,保持的良好狀態(tài)。
需要注意的是,深型腔加工震刀問(wèn)題的解決需要根據(jù)具體情況進(jìn)行綜合分析和處理,可以結(jié)合實(shí)際情況采取多種措施進(jìn)行解決。
系")
【本文標(biāo)簽】
【CNC精密零件加工廠家】版權(quán)所有
咨詢熱線
13751188387Copyright ? 2016-2025 深圳捷百瑞科技有限公司 版權(quán)所有備案號(hào):粵ICP備09064282號(hào)
 捷百瑞
捷百瑞
療設(shè)備配件鋁合金cnc加工")
筆記本鋁合金中框cnc加工廠家")
筆記本鋁合金面板CNC加工")
品外殼CNC加工廠家")
